
fanuc系统 m代码,功能、应用与编程技巧
时间:2024-11-14 来源:网络 人气:
FANUC系统M代码详解:功能、应用与编程技巧
FANUC系统作为数控机床领域的重要品牌,其M代码在编程中扮演着至关重要的角色。本文将详细介绍FANUC系统M代码的功能、应用以及编程技巧,帮助读者更好地理解和运用这一编程语言。
一、FANUC系统M代码概述
FANUC系统M代码是一种辅助功能代码,用于控制数控机床的辅助动作,如主轴启停、冷却液开关、刀具更换等。M代码通常由两位数字组成,第一位数字表示M代码的功能类别,第二位数字表示具体的功能编号。
二、FANUC系统M代码功能分类
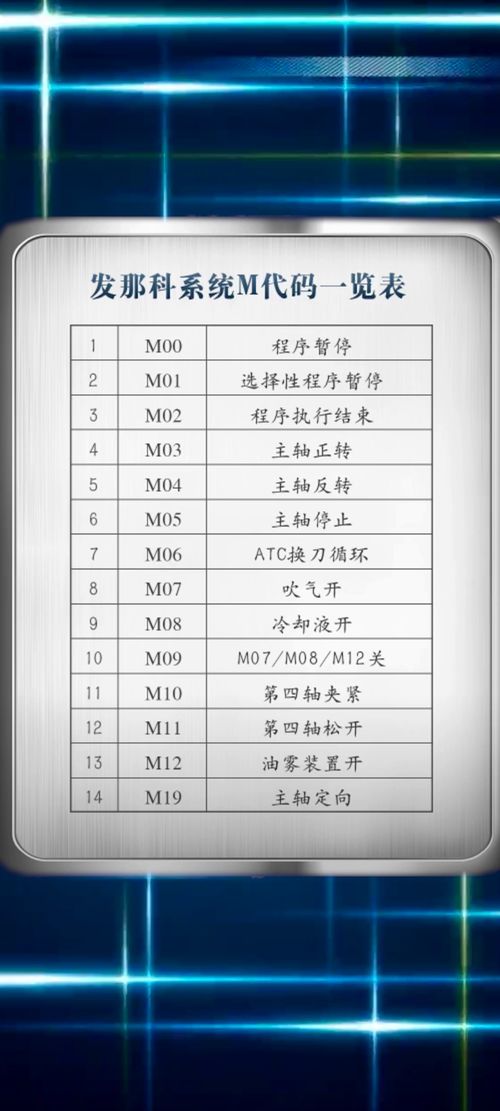
FANUC系统M代码功能分类如下:
M00:程序停止
M01:程序选择性停止
M02:程序结束(复位)
M03:主轴正转(CW)
M04:主轴反转(CCW)
M05:主轴停止
M06:刀具交换
M08:切削液开启
M09:切削液关闭
M30:程序结束返回开头
M98:调用子程序
M99:子程序结束
三、FANUC系统M代码应用实例

以下是一个FANUC系统M代码的应用实例,用于控制主轴启停、冷却液开关和刀具交换:
N10 G21 G90 G0 X0 Y0 Z0
N20 M03 S1200
N30 M08
N40 T0101
N50 M06
N60 G0 X100 Y100 Z100
N70 M05
N80 M09
N90 M30
在这个例子中,程序首先进行快速定位到原点(N10),然后启动主轴正转(N20),开启冷却液(N30),更换刀具(N40),进行定位(N50),停止主轴和关闭冷却液(N70),最后结束程序(N90)。
四、FANUC系统M代码编程技巧

合理规划程序结构,确保程序逻辑清晰易懂。
遵循编程规范,如使用统一的命名规则、注释等。
注意M代码的执行顺序,确保程序按预期运行。
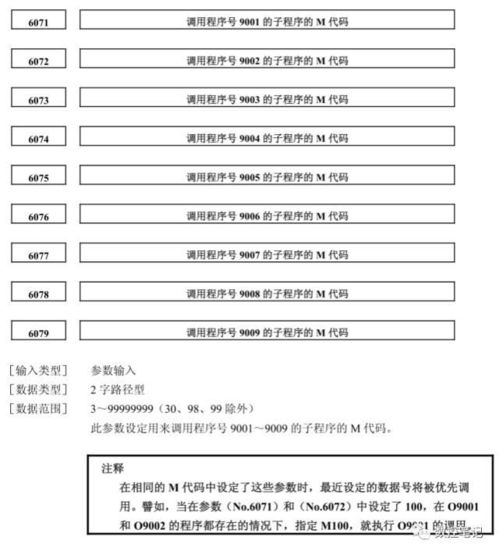
充分利用FANUC系统提供的编程功能,如宏程序、子程序等。
FANUC系统M代码在数控机床编程中具有重要作用,掌握M代码的功能、应用和编程技巧对于提高编程效率和机床运行稳定性具有重要意义。本文对FANUC系统M代码进行了详细解析,希望对读者有所帮助。
相关推荐




教程资讯
教程资讯排行









