
fanuc系统m代码,功能与应用
时间:2024-11-15 来源:网络 人气:
FANUC系统M代码详解:功能与应用
FANUC系统作为数控机床领域的重要品牌,其M代码在机床的辅助控制中扮演着至关重要的角色。本文将详细介绍FANUC系统中的M代码,包括其功能、应用以及注意事项。
一、FANUC系统M代码概述
FANUC系统中的M代码,全称为辅助功能代码,主要用于控制机床的辅助动作,如冷却、换刀、主轴正反转等。M代码与G代码、T代码等一起构成了数控编程的基础。
二、FANUC系统M代码功能分类
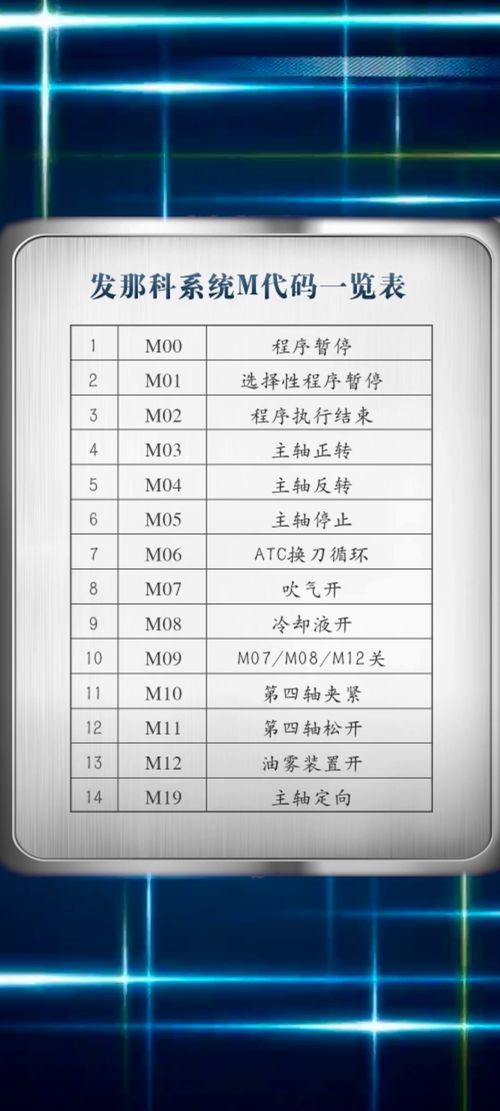
FANUC系统中的M代码功能丰富,主要分为以下几类:
1. 主轴控制
M03:主轴正转
M04:主轴反转
M05:主轴停止
2. 刀具控制
M06:刀具交换
3. 冷却控制
M08:冷却开
M09:冷却关
4. 程序控制
M00:程序停止
M01:条件程序停止
M02:程序结束
M30:程序结束并返回程序头
5. 其他功能
M17:主轴定向
M18:主轴定向解除
M25:托盘上升
M29:刚性攻丝
M31:互锁旁路
M33:主轴定向
M52:自动门打开
M85:工件计数器加一个
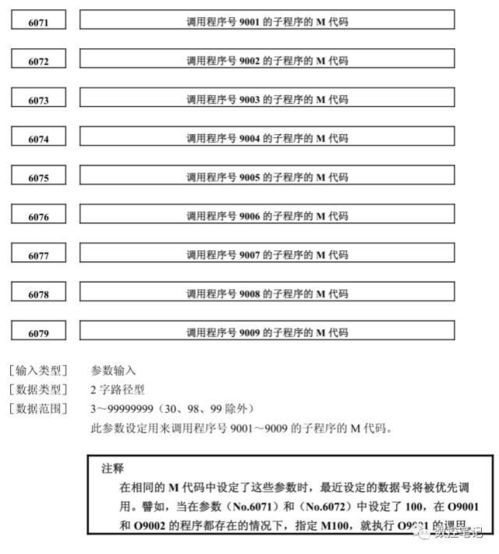
M98:调用子程序
M99:子程序结束返回重复执行
三、FANUC系统M代码应用实例

以下是一个简单的FANUC系统M代码应用实例,用于实现主轴正转、冷却开启以及程序停止的功能:
O1000;
N10 G21 G90 G40 G49;
N20 M03 S1000;
N30 M08;
N40 G00 X0 Y0;
N50 M00;
在这个例子中,程序首先设置单位为毫米(G21)、绝对定位(G90)、取消刀具半径补偿(G40)和取消刀具长度补偿(G49)。然后,N20行指令主轴正转(M03)并设置转速为1000转/分钟。N30行指令冷却开启(M08)。接着,N40行指令快速定位到坐标原点。最后,N50行指令程序停止(M00)。
四、FANUC系统M代码注意事项
在使用FANUC系统M代码时,需要注意以下几点:
1. M代码顺序
M代码的执行顺序很重要,应按照实际需求合理编排。
2. M代码组合
某些M代码可以组合使用,以实现更复杂的控制功能。
3. M代码兼容性
不同型号的FANUC系统可能存在M代码兼容性问题,使用前请查阅相关资料。
4. M代码调试
在使用M代码时,建议进行充分调试,确保机床运行稳定。
FANUC系统M代码在数控机床的辅助控制中发挥着重要作用。掌握M代码的功能和应用,有助于提高编程效率和机床运行稳定性。本文对FANUC系统M代码进行了详细介绍,希望对读者有所帮助。
相关推荐




教程资讯
教程资讯排行









