
fanuc系统刚性攻丝,原理、应用与调试技巧
时间:2024-11-17 来源:网络 人气:
FANUC系统刚性攻丝详解:原理、应用与调试技巧

FANUC系统作为数控机床领域的重要品牌,其刚性攻丝功能在加工过程中发挥着至关重要的作用。本文将详细介绍FANUC系统刚性攻丝的原理、应用以及调试技巧,帮助读者更好地理解和应用这一功能。
一、FANUC系统刚性攻丝原理

刚性攻丝是指主轴旋转一转所对应的钻孔轴进给量必须与攻丝的螺距相等。在FANUC系统中,刚性攻丝通过以下条件实现:P = F/S,其中P为攻丝的螺距(mm),F为攻丝轴的进给量(mm/min),S为主轴的速度(rpm)。在刚性攻丝循环过程中,主轴的旋转和进给轴的进给始终保持同步,从而确保加工精度。
二、FANUC系统刚性攻丝应用

1. 改善加工精度:刚性攻丝能够提高加工精度,尤其是在孔底加工时,能够有效减少加工误差。
2. 提高加工效率:刚性攻丝能够实现快速、稳定的加工过程,提高生产效率。
3. 适用于多种材料:刚性攻丝适用于各种材料的加工,如金属、塑料等。
三、FANUC系统刚性攻丝调试技巧
1. 指令转速设置:确保指令转速不超过设定最大转速,避免因转速过高导致加工质量下降。
2. 攻丝轴速度设定:在程序中正确设定攻丝轴速度,确保加工精度。
3. 主轴分配值调整:合理设置主轴分配值,避免因分配值过大导致刚性攻丝不稳定。
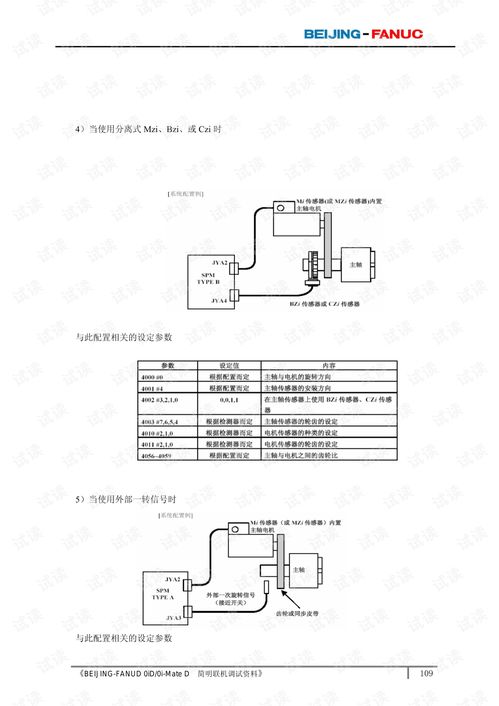
4. 模拟主轴配置:正确配置模拟主轴,确保刚性攻丝功能正常使用。
5. 参数调整:根据实际加工需求,调整攻丝增益、前馈、时间常数等参数,提高加工精度。
四、FANUC系统刚性攻丝报警分析
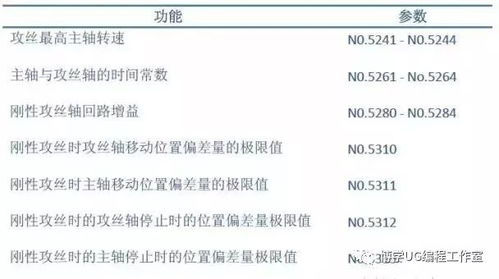
1. 指令转速超过设定最大转速:确认程序指令转速是否正确,修改最大转速参数P5241~P5243。
2. 未指令刚性攻丝速度:确定程序中攻丝轴速度设定,确认模态G94/G95系统错误。
3. 刚性攻丝时主轴分配值过大:模拟主轴检查接线,调整A、A、B、B接线。
4. 程序错误:检查程序,确保指令格式正确,按照M29Sxxxx执行。
5. 指令非法移动:修改程序,在M29 Sxxx以及G84/G74之间不要指令轴移动。
6. 梯形图中关于刚性攻丝信号处理错误:修改保证刚性攻丝过程中,G61.0信号正确。
7. 多主轴设定时,排查多主轴信号。
8. 刚性攻丝过程中切换平面:修改程序,刚性攻丝过程中不能指令平面修改程序(G17/18/19)。
9. N轴(攻丝轴1~4)停止时的误差超过设定值:修改超差数据P5312(第一主轴)P5352(第二主轴)。
10. 主轴移动时位置误差过大:扩大参数P5310 /P5350 P5312/P5352。
11. 调整攻丝增益、前馈、时间常数减小误差。
12. 梯主轴移动时误差超过设定值:扩大参数P5214。
FANUC系统刚性攻丝功能在加工过程中具有重要作用,通过本文的介绍,相信读者对FANUC系统刚性攻丝的原理、应用和调试技巧有了更深入的了解。在实际应用中,根据加工需求合理设置参数,可以有效提高加工精度和效率。
相关推荐




教程资讯
教程资讯排行









